The three common problems in make-to-order production: delayed deliveries, long lead times, and high levels of work-in-process.
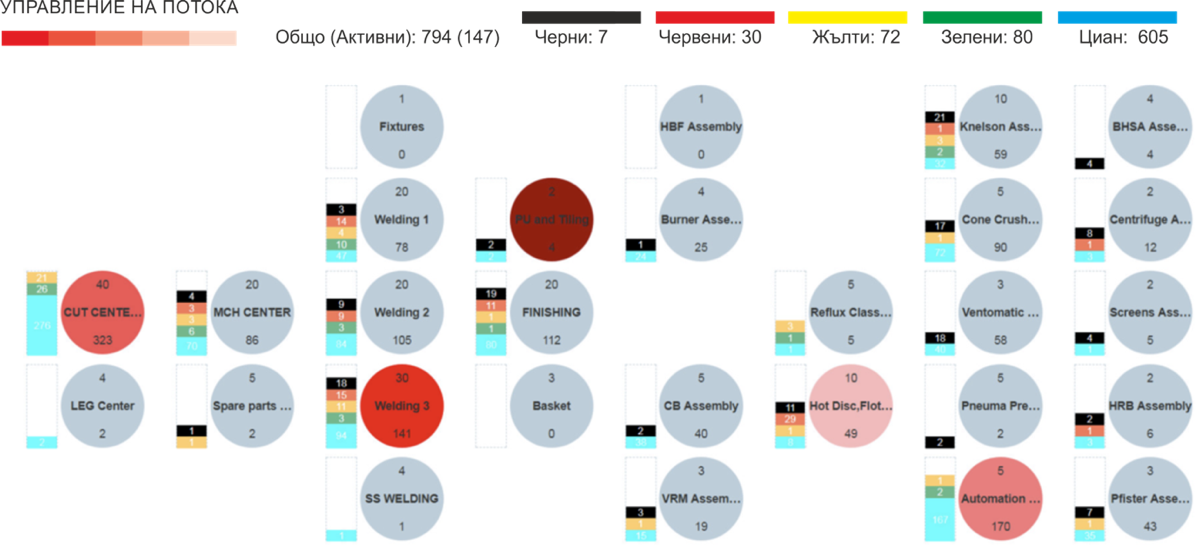
A make-to-order manufacturing company has 82 work centres. The number of active orders is over 800. More than 800 orders are in process, located somewhere between the first and the last operation. On average, 26 orders are completed per day.
According to Little's Law, LT = WIP / FO, where LT is the average lead time, WIP is the orders in process, and FO is the finished orders. In this specific example:
LT (30 days) = 800 (WIP) / 26 (FO)
Clearly, if we reduce the number of orders in process, we will reduce the average lead time.
The first question is: how many orders can be worked on simultaneously in such a production environment?
82. 82 work centres — 82 orders. The remaining more than 700 orders wait in various queues in front of the work centres. How many active orders should there be? It depends on the specifics of the particular production, but 800 is certainly far, far too many.
The average lead time for a production order is 30 working days. This is the time between the first and the last operation. At the same time, the average processing time (touch time) for an order is 18 hours. This is the reality in most make-to-order companies. The actual time spent working on the order is less than 10% of the lead time.
The order stays in production for about 240 hours, while only 18 hours of work are performed on it. For over 220 hours the order waits. It waits in queues in front of various work centres. It waits together with the majority of the orders. In such an environment, priorities are not clear. Work on a given order is often stopped and switched to another. This switching between tasks (bad multitasking) leads to even longer lead times and more errors.
On-time delivery in this company is below 70%. At the same time, 20-30% of the orders are completed earlier than necessary.
Step 1 — Reduce the number of active orders
The first step toward improvement is to reduce the number of orders. Enough so that the bottlenecks do not run out of work. Just as the weakest link determines the strength of the chain, the bottlenecks determine the capacity of the production. Non-bottlenecks should be idle from time to time.
In this example, only work centre "C" must operate at full load. All the others must NOT be busy at all times — from time to time they should be idle.
One way to reduce active orders is to prioritise all orders according to their completion date and processing time. Then to "freeze" at least 50% of the lower-priority orders.
Another way to reduce active orders is, for a certain period, to start only 1 new order for every 4 completed. We follow this rule until we reduce the number of orders to the optimal level. Optimal means that the bottlenecks do not run out of work.
Reducing the number of active orders leads to a reduction in the lead time of the orders. One can expect a 30-50% and greater reduction in lead time for all orders. Because the waiting time is reduced.
This reveals additional production capacity. When all orders are completed in 30% less time, over the course of a year we can complete 30% more orders.
On the other hand, shorter lead times and on-time delivery can be the basis for creating a Decisive Competitive Edge and for better revenue, when we manage to capitalise on it.
Step 2 — Focus on the bottlenecks
After we reduce the number of orders in process, we focus on the bottlenecks. In most cases, 20-50% of the capacity is lost there due to:
- breaks;
- running the machine at a lower speed;
- machine changeovers;
- the team performing other work or low-skilled work (carrying, writing…);
- shift changes;
- shortage of people;
- work that could be done at another work centre; work on non-urgent orders;
- quality control, and others.
Focusing on and improving the performance of the bottlenecks leads to a further increase in production capacity — 20-50%.
Improving the bottlenecks must not come at the expense of the people, and we must be careful not to "flood" the production again.
Step 3 — Dynamic priorities with specialised software
A next possible step is implementing specialised software that dynamically calculates the priorities of the orders according to the processing time and the route (and other elements depending on the company) and creates an easy-to-use system that focuses everyone on the most urgent orders, shows in real time the resources limiting capacity (the bottlenecks), and — by collecting data on the most frequent causes of delay — creates a process of continuous improvement.
About the Theory of Constraints
The improvement approach described here is part of the Theory of Constraints (TOC) — a management methodology based on the understanding that the results of any system depend on very few elements: the system's constraints. Finding and properly managing the constraints leads to rapid improvement of results and of the harmony within the system. The Theory of Constraints was created by Dr. Eliyahu Goldratt. He is known to millions of people around the world as a scientist, mentor, and business guru. TOC is applied extremely successfully in almost every field of human activity — from industry and healthcare to public administration and education.
Originally published on LinkedIn, 25 August 2022
Do you want shorter lead times in your production?
Contact us for a consultation and find out how this approach can be applied in your company.
Get in touch